科技计划:
成果形式:新技术、其他
合作方式:其他
参与活动:
专利情况:
正在申请 ,其中:发明专利 3 项
已授权专利,其中:发明专利 1 项
成果简介
综合介绍
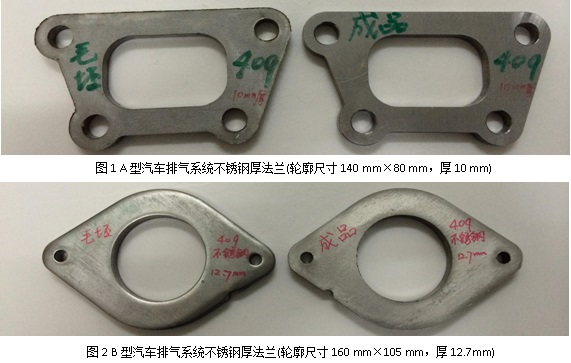
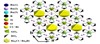
精冲工艺。根据精冲压机和配套的模具设计精冲工艺。对汽车排气系统不锈钢厚法兰,利用Abaqus有限元分析软件,针对汽车排气系统不锈钢厚法兰件,建立有限元网格力学模型,并模拟整个精冲过程,得到不锈钢厚板坯料精冲成形后的应力应变云图,用于指导改进精冲工艺。所实施的精冲工艺较之普冲工艺,前者“落料冲孔”1个工序覆盖了后者“落料→冲孔→压平→车大孔→钻小孔”5个工序的内容。
创新要点
精冲模具。对关键部件V型齿圈压板,沿零件轮廓线方向设置斜齿,变封闭线性齿圈为带状分段齿圈。通过调整上、下模间隙,保证法兰各孔位尺寸精度及冲裁面的光洁度。精冲润滑剂。针对精冲时的状态,选用多种精冲润滑剂并合理的调配,保证精冲件成形质量,减少模具的磨损。精冲压机。①采用电液伺服控制方式后,精冲较之普冲,工作噪声下降25%能耗下降50%。②综合采用电液比例控制、刚性挡块限位、台阶式内阻尼静压导轨结构、四角八面导向结构、复合材料导轨板等,使滑块下死点重复精度从≤±0.5 mm提高到≤±0.02 mm。③机架采用Q235-A材料、整体框架焊接结构、双立柱设计、前后两块主筋板厚度130 mm的方案,在最大工作压力下,框架变形≤1/5000,整机变形≤1/10000。④主油缸布置在机架上部中孔内,压边缸布置在工作台内,反压缸布置在滑块内。⑤采用PLC控制+触摸屏,冲裁力、压边力、反压力及滑块行程均可以通过触摸屏在参数范围内根据工艺要求进行设定。⑥主缸采用高频响比例换向阀控制,压边缸、反压缸压力采用电液比例溢流阀实现精准控制。精冲冲头。在精冲冲头的侧面设置竖向纹路。
技术指标
精冲不锈钢材料牌号可至4系409或3系304,厚度可达12.7 mm(0.5英寸)。精冲冲裁面粗糙度Ra 1.6~0.4 μm、光亮带宽度100%,尺寸精度ISO 7~10,平面度误差≤0.20 mm/100mm,垂直度误差单面≤0.0026 mm/1mm,塌角<10%~25%料厚。
其他说明
本成果由江苏省经济和信息化委员会于2014年组织科技成果鉴定:“该项目创新性较强,达到了国内领先水平,同意通过鉴定”。
完成人信息
姓名:对接成功后可查看
所在部门:对接成功后可查看
职务:对接成功后可查看
职称:对接成功后可查看
手机:对接成功后可查看
E-mail:对接成功后可查看
电话:对接成功后可查看
传真:对接成功后可查看
邮编:对接成功后可查看
通讯地址:对接成功后可查看
联系人信息
姓名:对接成功后可查看
所在部门:对接成功后可查看
职务:对接成功后可查看
职称:对接成功后可查看
手机:对接成功后可查看
E-mail:对接成功后可查看
电话:对接成功后可查看
传真:对接成功后可查看
邮编:对接成功后可查看
通讯地址:对接成功后可查看
 高文通与江苏省生产力促进中心企业咨询与知识产权服务中心对接成功
高文通与江苏省生产力促进中心企业咨询与知识产权服务中心对接成功






 电话:025-85485967 QQ群:1035941228
电话:025-85485967 QQ群:1035941228